
Wałki i podpory
/ 5 Oceny :
Zawsze aktualną cenę i dostępność wałków sprawdzić można po zalogowaniu w naszym sklepie internetowym.
Warto wiedzieć:
- Wałki, wykonane z materiałów Ck55/Cf53, hartowane powierzchniowo na 59±6 HRC zapewniają maksymalną żywotność łożyska liniowego.
- Precyzyjne szlifowanie wałków pozwala uzyskać chropowatość powierzchni 0,2 μm.
- Wałki z materiałów Ck55/Cf53/ X46Cr13/X90CrMoV18 wykonane są w tolerancji h6.
- Miękki rdzeń zapewnia wysokie parametry wytrzymałościowe oraz daje możliwość późniejszej obróbki.
- Istnieje możliwość wykonywania obróbki tokarsko-frezarskiej w centrum obróbczym naszej firmy.
- Realizacja obróbki w oparciu o powierzone przez klienta rysunki wykonawcze, bądź dostarczone wzory.
- Rozmiary metryczne o średnicy od 3 mm do aż 100 mm i calowe o średnicy od 1/4” do 3” dostępne z magazynu.
- Wałki cięte na wymiar w tolerancji ±0,2 mm, wyższa dokładność na zapytanie.
- Dla środowisk narażonych na korozję oferujemy wałki ze stali nierdzewnej martenzytycznej: X46Cr13(1.4034) – hartowane powierzchniowo na 52±2 HRC oraz X90CrMoV18 (1.4112) – hartowane powierzchniowo na >55 HRC, oba rodzaje stali dostępne z magazynu.
- Zasadnicze różnice między obydwoma gatunkami stali X46Cr13 (1.4034) oraz X90CrMoV18 (1.4112):
|
Skład chemiczny [%] |
|||||||||
|
Gatunek stali |
C |
S |
P |
Si |
Mn |
Cr |
Mo |
V |
|
|
X46Cr13 ( 1.4034 / AISI420C ) |
0,45 |
0,003 |
0,03 |
0,4 |
0,5 |
13 |
- |
- |
|
|
X90CrMoV18 (1.4112 / AISI440B ) |
0,9 |
0,005 |
0,03 |
0,5 |
0,5 |
17 |
1 |
0,1 |
|
- wyższa odporność na korozję stali X90CrMoV18, odporność na wodę słodką i parę wodną oraz odporność na temperatury pracy < 400℃.
- stal X90CrMoV18 przy obróbce cieplnej otrzymuje nietypową dla stali odpornych na korozję twardość i wysoką odporność na ścieranie, jest też wysoce polerowalna
- stal X46Cr13 jest dobrze skrawalna, utwardzalna i polerowalna
- stal X46Cr13 wykazuje dostateczną odporność korozyjną na środowiska zawierające niektóre kwasy organiczne, substancje niezawierające chlorki, słabe ługi.
- generalnie stal X46Cr13 i stal X90CrMoV18 są stalami nierdzewnymi, nie nadają się do stosowania w środowiskach kwaśnych; tam wymagane są już stale kwasoodporne
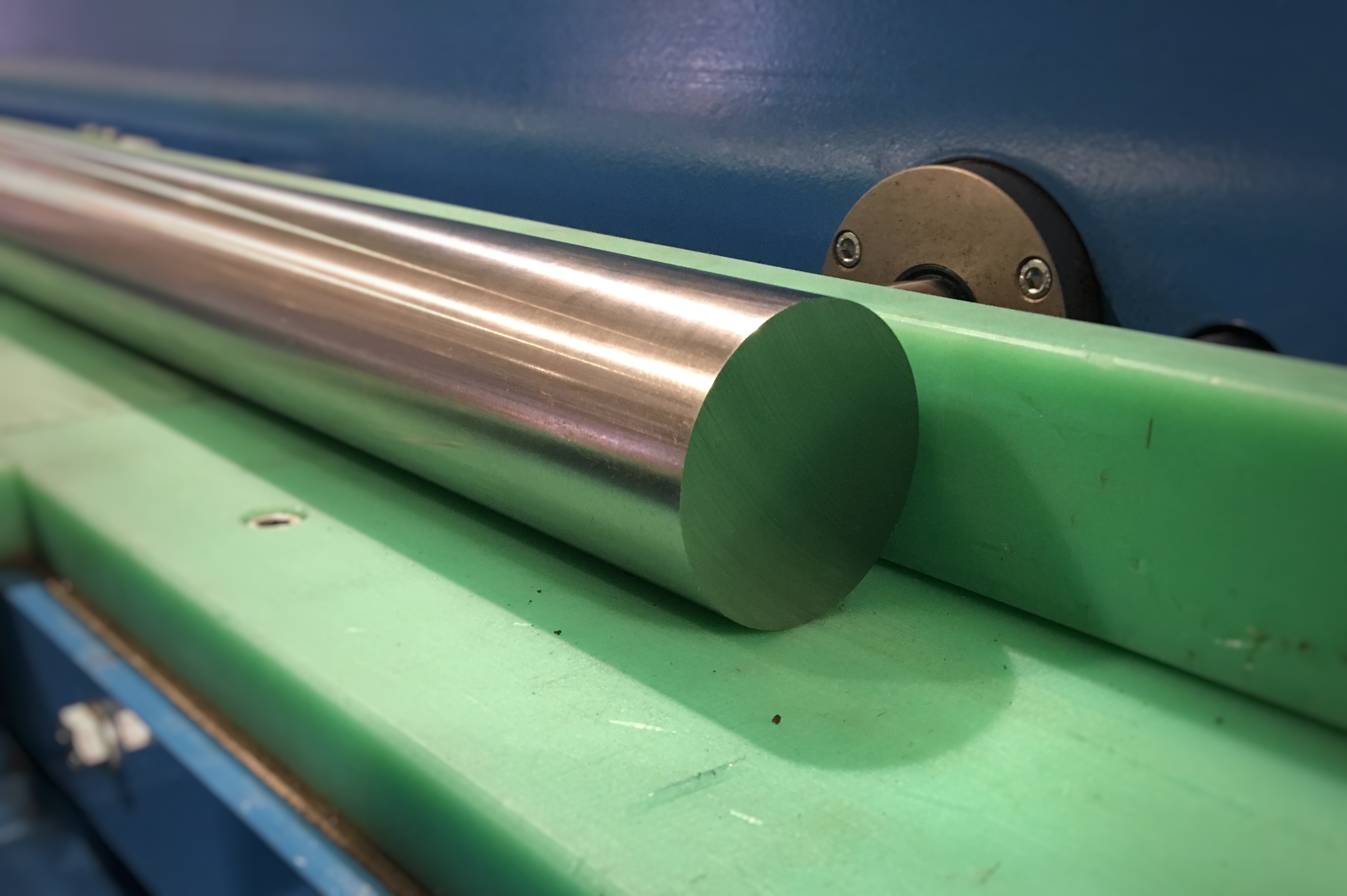 |
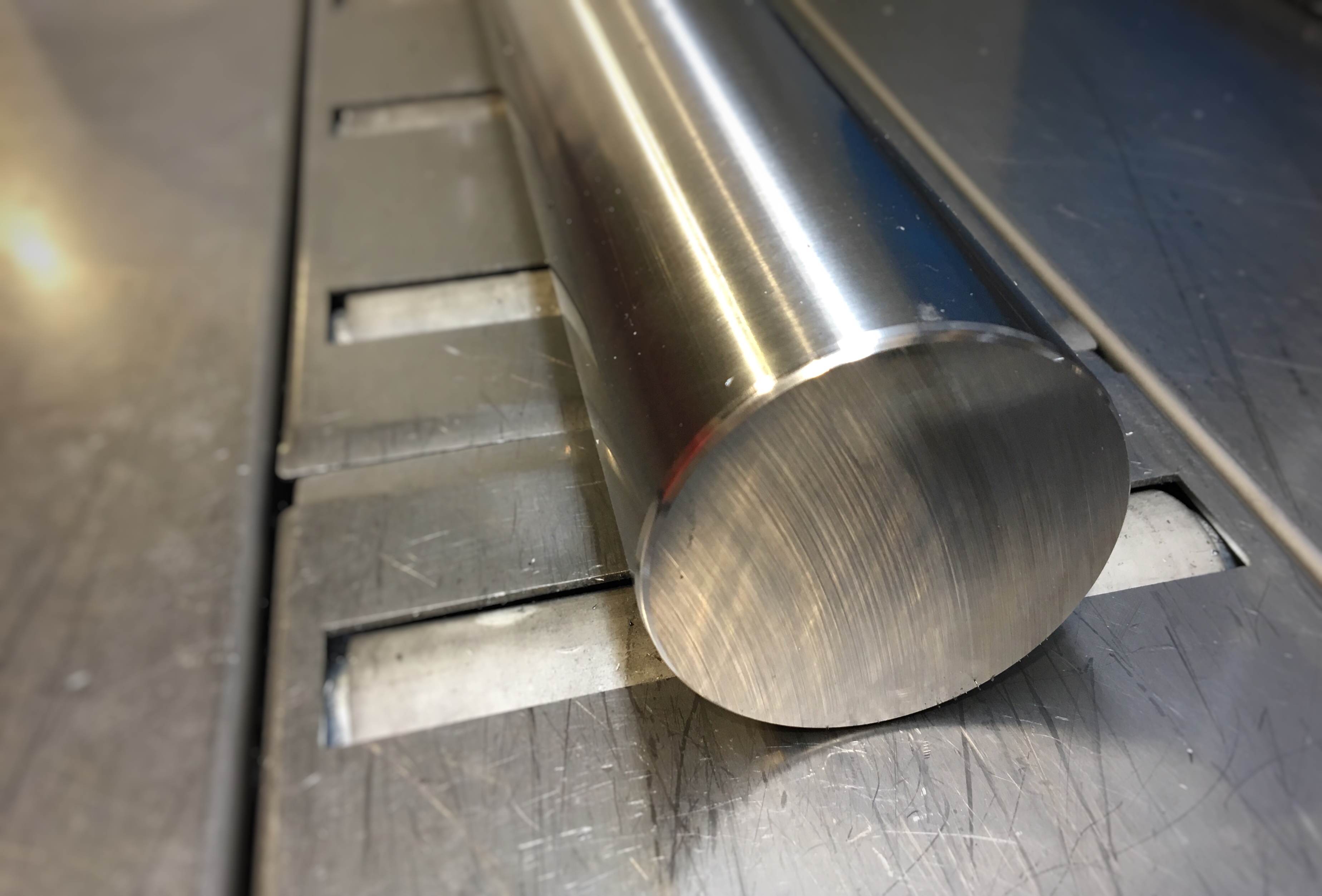 |
| Przed cięciem i fazowaniem wałka fi 60mm | Po cięciu i fazowaniu wałka fi 60mm |
| Rozmiar |
Średnica d |
Waga [kg/m] |
Głębokość |
Położenie i wielkość |
|
| W 03h6 | 3 | 0,06 | 0,4÷0,8 | 0 | -8 |
| W 04h6 | 4 | 0,10 | 0,4÷0,8 | 0 | -8 |
| W 05h6 | 5 | 0,15 | 0,4÷0,8 | 0 | -8 |
| W 06h6 | 6 | 0,22 | 0,4÷0,8 | 0 | -8 |
| W 1/4" | 6,35 (1/4") | 0,25 | 0,5÷0,8 | -13 | -25 |
| W 07h6 | 7 | 0,30 | 0,5÷0,8 | 0 | -9 |
| W 08h6 | 8 | 0,39 | 0,4÷0,8 | 0 | -9 |
| W 3/8" | 9,53 (3/8") | 0,56 | 0,6÷0,9 | -13 | -25 |
| W 10h6 | 10 | 0,61 | 0,4÷0,8 | 0 | -9 |
| W 12h6 | 12 | 0,88 | 0,6÷1,2 | 0 | -11 |
| W 1/2" | 12,70 (1/2") | 0,99 | 0,8÷1,2 | -13 | -25 |
| W 13h6 | 13 | 1,04 | 0,8÷1,2 | 0 | -11 |
| W 14h6 | 14 | 1,20 | 0,6÷1,2 | 0 | -11 |
| W 15h6 | 15 | 1,38 | 0,6÷1,2 | 0 | -11 |
| W 5/8" | 15,875 (5/8”) | 1,54 | 1,0÷1,4 | -13 | -25 |
| W 16h6 | 16 | 1,57 | 0,6÷1,2 | 0 | -11 |
| W 17h6 | 17 | 1,77 | 0,6÷1,2 | 0 | -11 |
| W 18h6 | 18 | 1,98 | 1,1÷1,5 | 0 | -11 |
| >W 3/4" | 19,05 (3/4") | 2,22 | 1,2÷1,5 | -13 | -25 |
| W 20h6 | 20 | 2,45 | 0,9÷1,8 | 0 | -13 |
| W 22h6 | 22 | 2,97 | 1,2÷1,5 | 0 | -13 |
| W 24h6 | 24 | 3,53 | 1,2÷1,5 | 0 | -13 |
| W 25h6 | 25 | 3,83 | 0,9÷1,8 | 0 | -13 |
| W 1" | 25,40 (1") | 3,95 | 1,5÷1,7 | -13 | -25 |
| W 28h6 | 28 | 4,80 | 0,9÷1,8 | 0 | -13 |
| W 1 1/8” | 28,575 (1 1/8”) | 5,00 | 1,5÷1,8 | -13 | -25 |
| W 30h6 | 30 | 5,51 | 1,5÷1,9 | 0 | -13 |
| W 1 1/4” | 31,75 (1 1/4”) | 6,18 | 1,5÷1,9 | -13 | -25 |
| W 32h6 | 32 | 6,27 | 1,5÷1,9 | 0 | -16 |
| W 1 3/8” | 34,925 (1 3/8”) | 7,47 | 1,5÷1,9 | -13 | -25 |
| W 35h6 | 35 | 7,50 | 1,5÷1,9 | 0 | -16 |
| W 1 1/2” | 38,1 (1 1/2") | 8,89 | 1,6÷2,0 | -15 | -28 |
| W 40h6 | 40 | 9,80 | 1,5÷2,8 | 0 | -16 |
| W 45h6 | 45 | 12,41 | 1,6÷2,0 | 0 | -16 |
| W 50h6 | 50 | 15,32 | 1,5÷2,8 | 0 | -16 |
| W 2” | 50,8 (2”) | 15,81 | 2,2÷2,6 | -15 | -33 |
| W 2 1/4” | 57,15 (2 1/4”) | 20,01 | 2,2÷2,6 | -18 | -38 |
| W 60h6 | 60 | 22,05 | 2,2÷3,8 | 0 | -19 |
| W 2 1/2” | 63,5 (2 1/2”) | 24,70 | 2,2÷2,6 | -18 | -38 |
| W 70h6 | 70 | 30,02 | 2,2÷2,6 | 0 | -19 |
| W 3” | 76,2 (3”) | 35,57 | 2,2÷2,6 | -20 | -43 |
| W 80h6 | 80 | 39,21 | 2,2÷3,8 | 0 | -19 |
| W 100h6 | 100 | 61,26 | 2,2÷3,2 | 0 | -22 |
| Rozmiar | Średnica d [mm] | Średnia wew. | Waga [kg/m] | Głębokość zahartowania [mm] | Położenie i wielkość pola tolerancji [µm] | |
| WH 12h6 | 12 | 4 | 0,78 | 0,6÷1,2 | 0 | -11 |
| WH 16h7 | 16 | 7 | 1,27 | 0,6÷1,2 | 0 | -18 |
| WH 20h7 | 20 | 14 | 1,25 | 0,9÷1,8 | 0 | -21 |
| WH 25h7 | 25 | 15,4 | 2,38 | 0,9÷1,8 | 0 | -21 |
| WH 30h7 | 30 | 18,3 | 3,46 | 0,9÷1,8 | 0 | -21 |
| WH 40h7 | 40 | 26 | 5 | 1,5÷2,8 | 0 | -25 |
Podpora końcowa wałka SK.
Wsporniki końcowe wykonanie z anodowanego aluminium.
Podpory TSN i podpory z wałkiem TSNW.
Podpory wzdłużne wykonanie z anodowanego aluminium, dostarczane bez lub z zamontowanym precyzyjnym wałkiem stalowym.
Zacisk pneumatyczy FRC.
Zacisk odbywa się poprzez przekładnię klinową. Zaciski wykonane ze stali konstrukcyjnej zapewniają dużą sztywność osiową i promieniową.
Ręczny zacisk do wałków FRCCMANLT.
Prosty i niezawodny element zaciskowy ręczny. Pozwala na równoczesny zacisk szczęk blokady na szynie profilowej lub wałku. Samonastawne szczęki zapewniają symetryczny rozkład sił na prowadnicy liniowej.
















